






Introdución do modelo
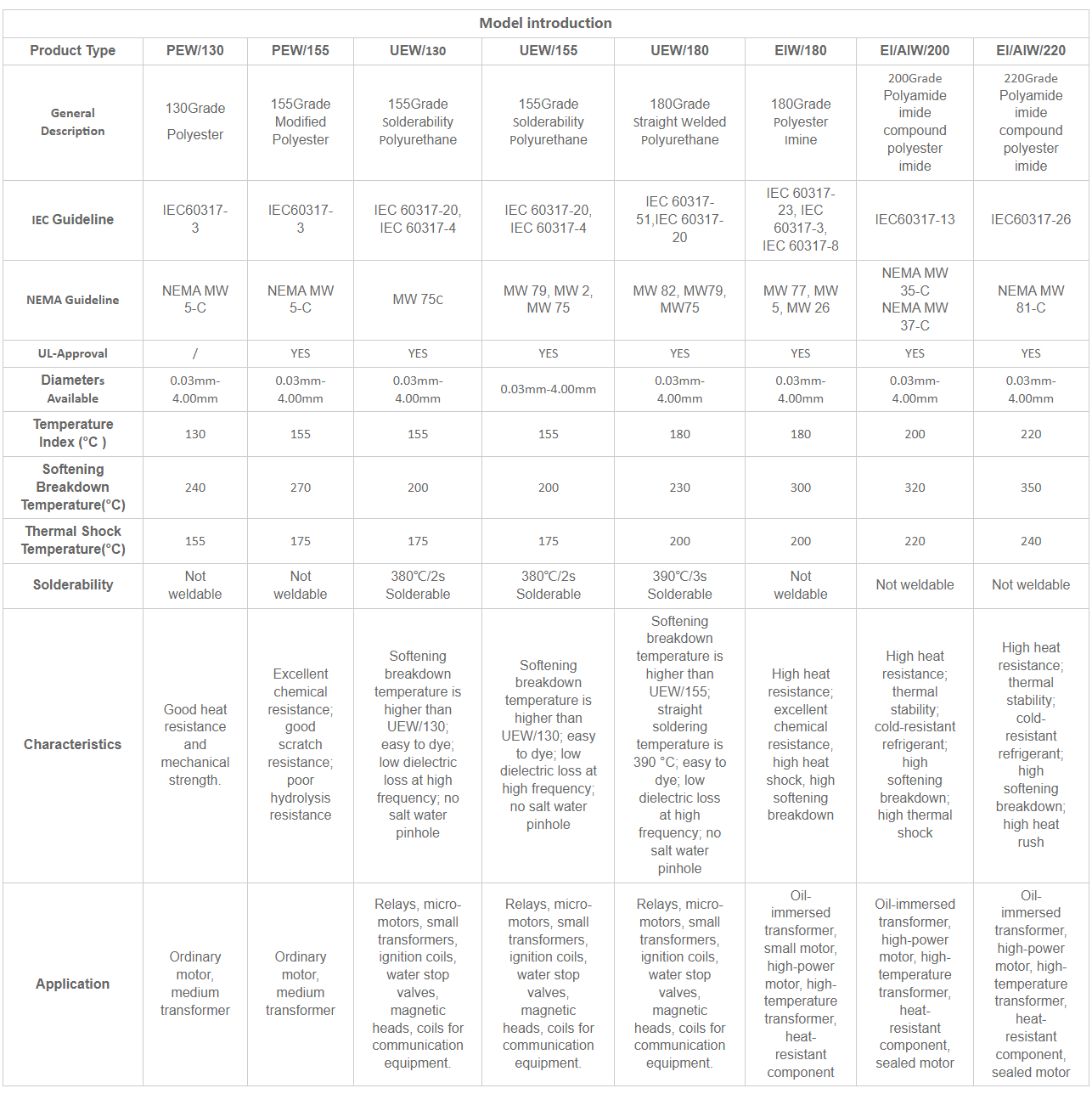
Detalle do produto
IEC 60317 (GB/T6109)
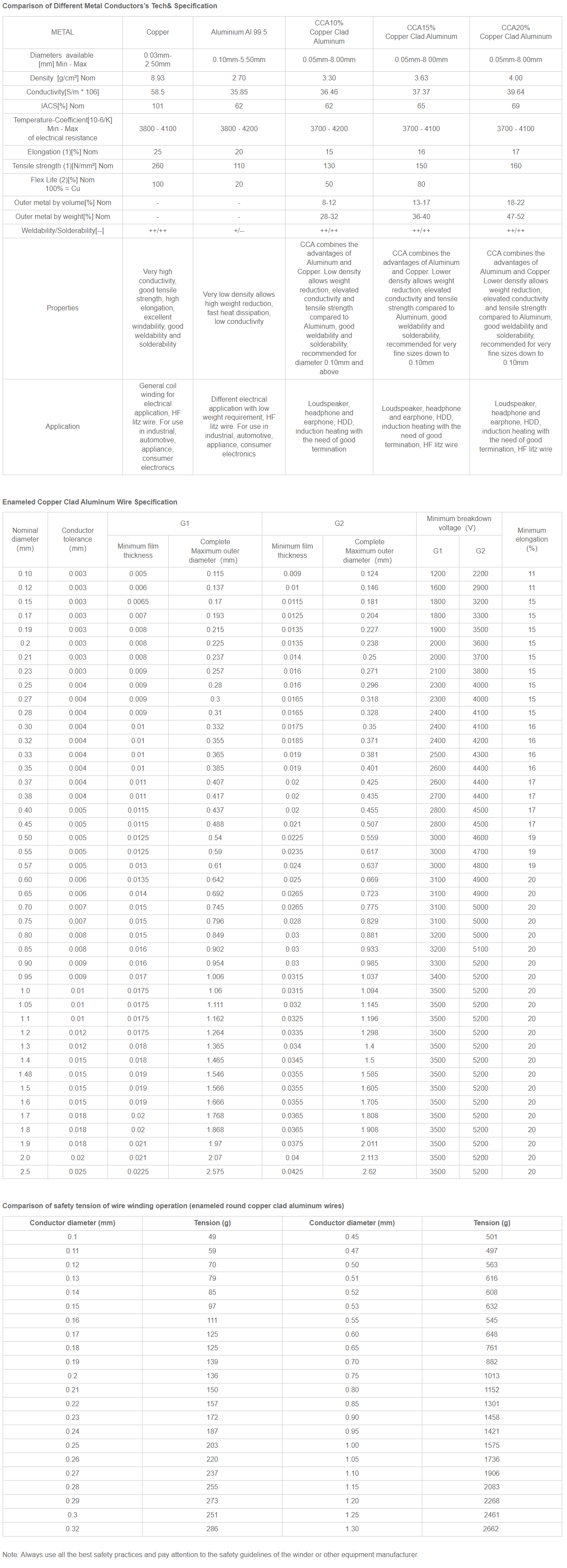
Os parámetros técnicos e de especificación dos cables da nosa empresa están no sistema de unidades internacionais, coa unidade de milímetros (mm). Se se usa o calibre de cable americano (AWG) e o calibre de cable estándar británico (SWG), a seguinte táboa é unha táboa comparativa para a súa referencia.
A dimensión máis especial pódese personalizar segundo os requisitos dos clientes.
Precaucións de uso AVISO DE USO
1. Consulta a introdución do produto para seleccionar o modelo e as especificacións axeitados para evitar erros de uso debido a características inconsistentes.
2. Ao recibir a mercadoría, confirme o peso e se a caixa de embalaxe exterior está esmagada, danada, abollada ou deformada; durante a manipulación, débese manipular con coidado para evitar que as vibracións fagan que o cable caia por completo, o que pode provocar que a cabeza da rosca non se atope, que o fío se atasque e que non se desenvolva suavemente.
3. Durante o almacenamento, preste atención á protección, evite golpes e esmagamentos por metal e outros obxectos duros e prohíba o almacenamento mesturado con solventes orgánicos, ácidos fortes ou álcalis. Os produtos non utilizados deben envolverse ben e gardarse na embalaxe orixinal.
4. O arame esmaltado debe almacenarse nun almacén ventilado, lonxe do po (incluído o po metálico). Prohíbese a exposición directa á luz solar para evitar altas temperaturas e humidade. O mellor ambiente de almacenamento é: temperatura ≤50 ℃ e humidade relativa ≤ 70 %.
5. Ao retirar o carrete esmaltado, enganche o dedo índice e o dedo medio da dereita ao orificio da placa do extremo superior do carrete e suxeite a placa do extremo inferior coa man esquerda. Non toque o arame esmaltado directamente coa man.
6. Durante o proceso de bobinado, o carrete debe colocarse na tapa de desenrolo na medida do posible para evitar danos no arame ou contaminación por solventes; no proceso de desenrolo, a tensión do enrolo debe axustarse segundo a táboa de tensión de seguridade, para evitar a rotura ou o alongamento do arame causados por unha tensión excesiva e, ao mesmo tempo, evitar o contacto do arame con obxectos duros, o que pode provocar danos na película de pintura e un curtocircuíto deficiente.
7. Preste atención á concentración e á cantidade de disolvente (recoméndase metanol e etanol anhidro) ao unir a liña autoadhesiva unida con disolvente e preste atención ao axuste da distancia entre o tubo de aire quente e o molde e á temperatura ao unir a liña autoadhesiva unida por fusión en quente.


