






Úvod modelu
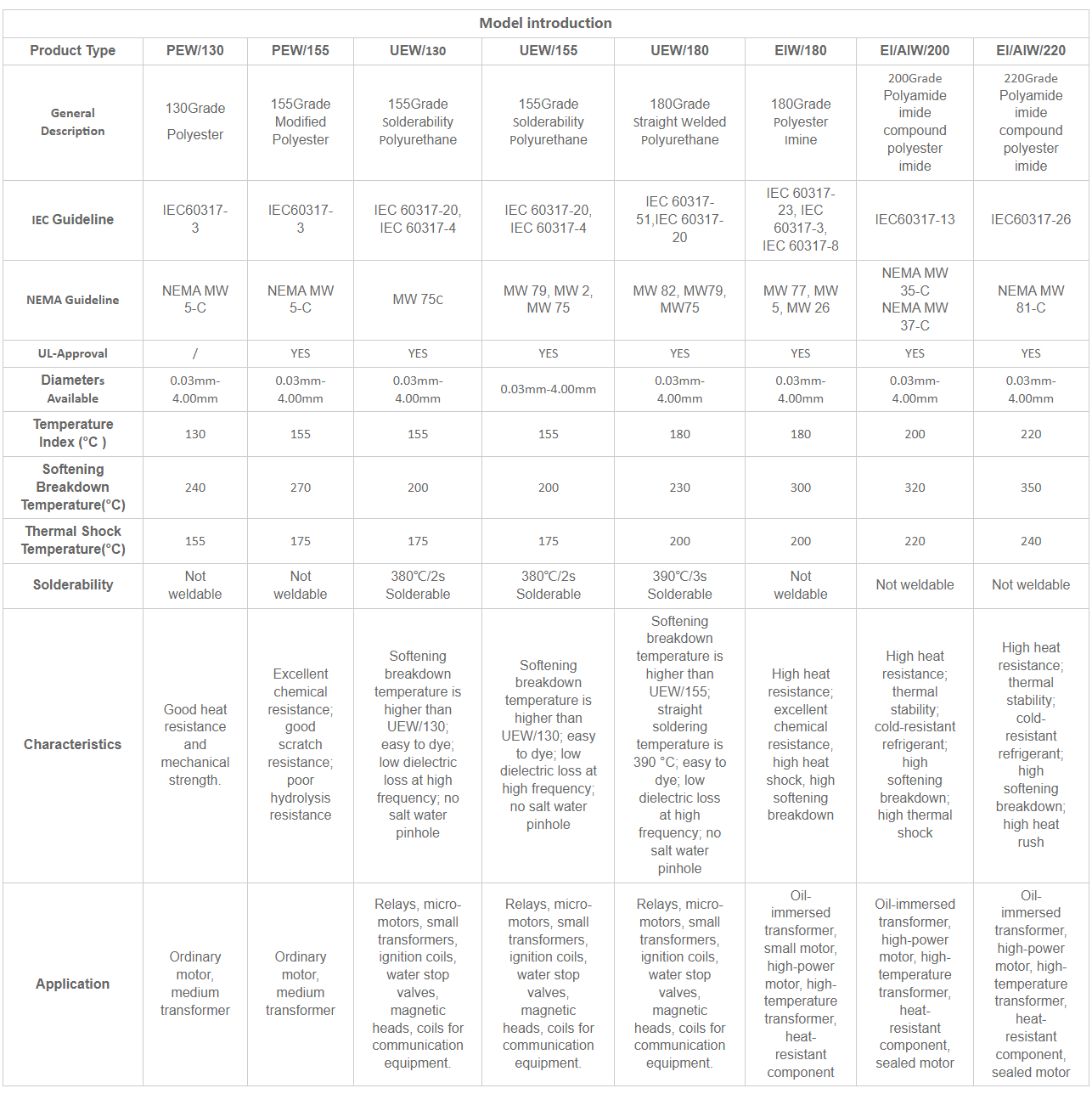
Detaily produktu
IEC 60317 (GB/T6109)
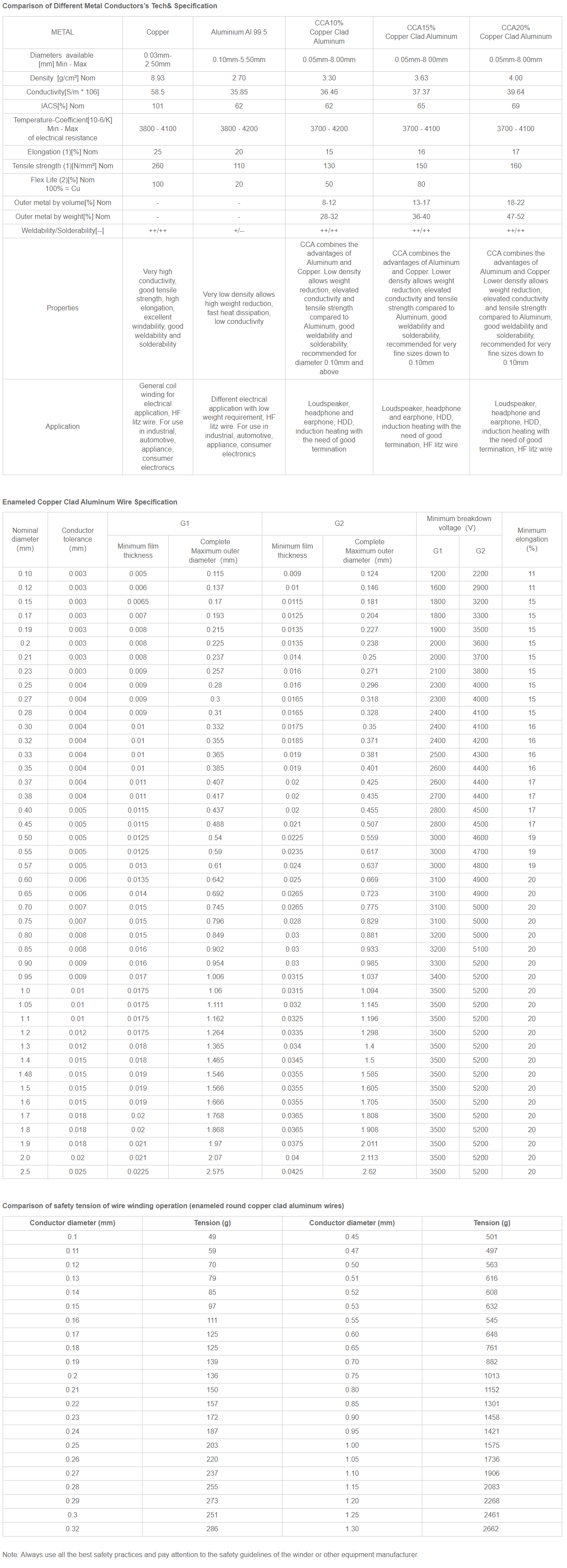
Technické a špecifikačné parametre drôtov našej spoločnosti sú v medzinárodnom systéme jednotiek s jednotkou milimeter (mm). Ak používate americkú mierku drôtov (AWG) a britskú štandardnú mierku drôtov (SWG), nasledujúca tabuľka slúži ako porovnávacia tabuľka pre vašu informáciu.
Najšpeciálnejší rozmer je možné prispôsobiť podľa požiadaviek zákazníkov.
Bezpečnostné opatrenia pri používaní UPOZORNENIE NA POUŽITIE
1. Pre výber vhodného modelu a špecifikácie produktu si, prosím, pozrite úvod do produktu, aby ste predišli jeho neúspešnému použitiu z dôvodu nekonzistentných charakteristík.
2. Pri prevzatí tovaru overte hmotnosť a či nie je vonkajšie balenie stlačené, poškodené, preliačené alebo zdeformované. Počas manipulácie s ním treba zaobchádzať opatrne, aby sa predišlo vibráciám a pádu kábla ako celku, čo by malo za následok chýbajúcu hlavu závitu, zaseknutý drôt a neplynulé uloženie.
3. Počas skladovania dbajte na ochranu, zabráňte pomliaždeniu a rozdrveniu kovovými a inými tvrdými predmetmi a zabráňte spoločnému skladovaniu s organickými rozpúšťadlami, silnými kyselinami alebo zásadami. Nepoužité výrobky by mali byť pevne zabalené a skladované v pôvodnom obale.
4. Smaltovaný drôt by sa mal skladovať vo vetranom sklade mimo dosahu prachu (vrátane kovového prachu). Priame slnečné žiarenie je zakázané, aby sa predišlo vysokým teplotám a vlhkosti. Najlepšie skladovacie prostredie je: teplota ≤ 50 ℃ a relatívna vlhkosť ≤ 70 %.
5. Pri odstraňovaní smaltovanej cievky zahákujte pravý ukazovák a prostredník za otvor hornej koncovej dosky cievky a ľavou rukou držte spodnú koncovú dosku. Nedotýkajte sa smaltovaného drôtu priamo rukou.
6. Počas navíjania by mala byť cievka čo najhlbšie zasunutá do krytu odvíjania, aby sa predišlo poškodeniu drôtu alebo znečisteniu rozpúšťadlom. Počas odvíjania by sa malo napätie navíjania upraviť podľa tabuľky bezpečnostného napnutia, aby sa predišlo pretrhnutiu alebo predĺženiu drôtu v dôsledku nadmerného napnutia a zároveň sa zabránilo kontaktu drôtu s tvrdými predmetmi, čo by mohlo viesť k poškodeniu laku a skratu.
7. Pri lepení samolepiacej šnúry spojenej rozpúšťadlom venujte pozornosť koncentrácii a množstvu rozpúšťadla (odporúča sa metanol a bezvodý etanol) a pri lepení samolepiacej šnúry spojenej tavným lepidlom venujte pozornosť nastaveniu vzdialenosti medzi horúcovodnou rúrkou a formou a teplote.


